Industry News and updates
Quarterly topic - Rotary Flap Peening
Rotary Flap Peening (RFP): Portable Surface Treatment for Aerospace & Metal Fatigue Resistance
Rotary Flap Peening (RFP) is a cold working surface treatment used to extend the fatigue life, stress resistance, and durability of metal components. It serves a similar purpose to shot peening, but is performed differently, making it ideal for on-site and localized aerospace repairs.
How Rotary Flap Peening Works
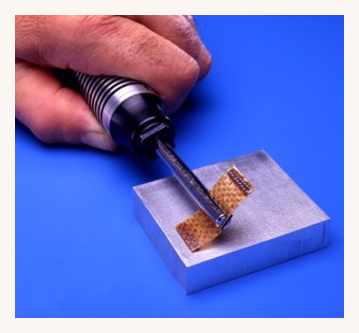
Instead of blasting loose shot media (as in traditional shot peening), RFP uses a handheld rotary tool with flexible flaps. Each flap is embedded with tungsten carbide shot, which repeatedly strikes the surface as the tool rotates.
This controlled impact plastically deforms the metal, creating compressive residual stresses that improve fatigue resistance.
Key Applications of Rotary Flap Peening
Aerospace & aviation maintenance – especially on-wing or field repairs where large shot peening equipment is impractical.
Localized treatment – ideal for edges of fastener holes, turbine blade areas, or welded repairs.
Portable use – widely applied in hangar or field settings with minimal setup.
Advantages of Rotary Flap Peening
✅ Portable & cost-effective – no need for large blasting cabinets or air systems
✅ Precise for small areas – edges, fillets, weld toes
✅ Minimal masking & easy cleanup – no loose media
✅ No surface contamination – tungsten carbide flaps only
✅ FAA/EASA-approved for aerospace maintenance procedures
Limitations of Rotary Flap Peening
⚠ Slower for large surfaces compared to shot peening
⚠ Flap wear must be monitored for consistent results
⚠ Operator skill affects repeatability
Rotary Flap Peening (RFP) vs Shot Peening (SP)
| Feature | Rotary Flap Peening (RFP) | Shot Peening (SP) |
|---|---|---|
| Portability | ✅ Handheld, on-site | ❌ Requires dedicated equipment |
| Coverage | ✅ Small/local areas | ✅ Large surfaces |
| Setup | ✅ Simple tool | ❌ Complex machinery |
| Media cleanup | ✅ None | ❌ Extensive |
| Consistency | ⚠ Operator dependent | ✅ Machine controlled |
| Cost | ✅ Lower | ❌ Higher |
🔹 RFP = portable, precise, repair solution
🔹 SP = large-scale, factory solution
Peening Intensity Control in Rotary Flap Peening
Like shot peening, RFP intensity is verified with Almen strips:
Tool setup defined (RPM, flap size, tungsten carbide shot size).
Flaps are conditioned before use.
Almen strips are peened using the flap tool.
The arc height is measured to confirm required intensity (e.g., 0.004–0.008 A).
This ensures repeatable, certifiable results, even though RFP is portable.
Industry Standards & Certification
AMS 2590 – governing specification for Rotary Flap Peening.
FAA & EASA aerospace repair manuals – define tool settings, flap size, and intensity.
Certified operators – required to ensure accuracy and compliance.
Conclusion
Rotary Flap Peening (RFP) is the go-to solution for portable, localized, and FAA-approved aerospace surface treatment. While shot peening remains the gold standard for large-scale, factory-based applications, RFP offers unmatched flexibility, portability, and precision for aerospace, aviation, and military field repairs.
👉 If you’re comparing Rotary Flap Peening vs Shot Peening, the decision depends on your needs:
Use RFP for on-site, small, and precise repairs.
Use SP for large components and production environments.

2026 Spring workshop will be held in Gloucester from the 20th - 24th April
The 2026 Spring workshop will be held at the prestigious Kingsholm Rugby Stadium. Home to the world famous Gloucester Rugby Team.
In the heart of the city of Gloucester the venue is within walking distance of many facilities and entertainment opportunities.

Rotary Flap Peening will be taught on day 1 (20th April 2026). This manual process allows localised repairs to be re peened to FAA standards.
Level 1 will be taught on day 2. (21st April 2026) This is the minimum requirement for shot peen operators and is the foundation for level 2. The level 1 course provides training in peening workshop operations & inspections.The content includes: Introduction to Peening; Intensity L1; Coverage & other inspections; Wheel Shot Peening Machines; Air peening machines & nozzles; Peening Media L1; Performing & Documentation
Level 2 will be taught on day 3 (22nd April 2026) This is the minimum requirement for shot peen supervisors & technicians. Level 2 builds on the knowledge gained in level 1 to provide further capability in: Understanding Intensity & Saturation curves L2; Saturation curve exercises; Coverage L2; Engineering & Planning the process; Peening Reciprocating Engine Applications; Peening Media L2; Preparing for SP audit
Level 3 will be taught on day 4. (23rd April 2026) This is the recommended standard for auditors, trainers & specifying engineers. Level 3 provides greater breadth and depth of knowledge to enhance the competence gained from the previous levels. Residual Stresses & their measurement; Fatigue & Stress Corrosion; Optimization of SP; SP Process Improvement; Alternative Peening Technologies I; Alternative Peening Technologies II; Undertaking a SP audit


FAA accepted Courses: All 3 courses offered during the workshop are FAA accepted. Participants who pass the optional examination receive a “Certificate of Achievement”, which has the related FAA acceptance number on it. The FAA acceptance gives comprehensive acceptance of capability for certified individuals. This third party approval of the training also conforms to European Continuing Airworthiness requirements.